



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The Minor Precipitation at the Final Stage of U720Li Solidification
[Guang-Di Zhao1, 2 , Lian-Xu Yu1 , Feng Qi1 , Fang Liu1 , Wen-Ru Sun1  , Zhuang-Qi Hu
, Zhuang-Qi Hu1 ]
, Zhuang-Qi Hu|
|


The minor precipitations caused by B and Zr which are the normal constituents of U720Li alloy have been studied by analyzing the solidification process and the composition evolution. The present study aims to supply the elementary information about the existing form of B and Zr in the as-cast microstructure, which is helpful for the subsequent processing, such as homogenization treatment. The M3B2 and Ni5Zr phases were observed in the U720Li alloy in as-cast state, which were usually accompanying with each other together with η-Ni3Ti phase at the edge of eutectic ( γ + γ′). Combining the DTA analysis and heating and quenching tests, the solidification sequence was determined to be the following: γ matrix, eutectic ( γ + γ′), η-Ni3Ti, M3B2 and Ni5Zr. The in situ composition analysis by EDS and EPMA revealed that the precipitation and microstructure were governed by the composition evolution in the liquids. The solidification of γ matrix increased the Ti concentration in the residual liquids and resulted in the eutectic ( γ + γ′) formation; the ( γ + γ′) formation increased the Ti/Al radio in the liquids and the η-Ni3Ti was formed in front of the eutectic ( γ + γ′); the η-Ni3Ti precipitation consumed up Al and Ti and increased the concentration of B, Mo and Cr, and M3B2 boride is formed; the previous precipitation of the phases consumed up most of the elements other than Ni and Zr, and Ni5Zr is formed finally. The melting points are in the ranges of 1130-1140 °C for Ni5Zr phase, 1180-1190 °C for M3B2 boride and 1190-1200 °C for η-Ni3Ti phase.
Ni-based superalloys have been widely used for gas turbine components, because of their high-temperature strength, resistance to fatigue and creep, hot corrosion and oxidation resistance. Higher engine performances can be achieved by higher turbine entry temperature and compression ratio [1]. This demand has led to the development of new alloys which have higher thermal and mechanical performances. U720Li is a relatively new high strength Ni-based superalloy for turbine disk application [2, 3]. It is precipitation-strengthened by the intermetallic compound γ ′ and solid solution-strengthened by Mo, W, Cr and Co [4]. U720Li is a derivative from UDIMET 720, an alloy originally designed for optimum oxidation and sulfidization resistance for turbine blades operating in hash environment of land-based turbine engines [3]. In U720Li, carbon and boron contents are reduced to reduce carbide and boride stringers that can act as nucleation sites, which lead to early fatigue cracking and premature component failure [3, 5], and the ‘ Li’ means low interstitial atoms. In addition, Cr content is also reduced to restrain sigma phase from being formed too much [6, 7]. Cast and wrought UDIMET 720 alloy used for disk forgings is susceptible to chemical segregation, causing wide variability in grain size and heat treatment response [5]. As a result, extensive homogenization has to be performed to improve alloy homogeneity.
In recent years, several researches have been conducted on alloy U720Li, but most of which are focused on the γ ′ precipitation [8, 9, 10, 11] and the effect of heat treatment on the microstructure and mechanical properties [6, 12]. Only a few researches [13, 14] are concerned about the solidification behavior and the homogenization process for the alloy. For alloy U720Li with a high γ ′ fraction, high-temperature homogenization should be conducted before cogging [13]. The purpose of homogenization is to eliminate the low melting phase formed during solidification and elemental segregation. The low melting phase lowers the incipient melting temperature, and homogenization is usually conducted at the temperature lower than the incipient melting temperature of the ingot. A reasonable and time-saving homogenization process should be designed according to the solidification sequence. Chang et al. [13] reported that the solidification of alloy U720Li proceeds as: L → L + γ , L → L + γ + MC-Carbide, L → L + eutectic (γ + γ ′ ), L → η phase. However, B and Zr are not dissolved in these phases; then, how are they distributed in the as-cast microstructure of U720Li alloy? Because B and Zr are critical grain boundary strengthening elements in wrought and powder metallurgy (P/M) version Ni-based superalloys [5, 15, 16], it is important to ascertain the existing form of B and Zr in the as-cast microstructure of U720Li alloy, which is no doubt the necessary information for the subsequent processing for optimizing the strengthening effect of B and Zr.
Therefore, the present study investigates the interdendritic precipitation, dendritic segregation and solidification behavior of the minor precipitates at last solidification stage of U720Li alloy. The results are beneficial to the design of homogenization process for alloy U720Li and other highly alloyed superalloys.
The material used in the present study was cut from half radius of a 6 kg U720Li ingot produced by vacuum induction melting, and the chemical composition of the ingot is given in Table 1.
| Table 1 Chemical composition of U720Li alloy (wt%) |
The samples were polished using standard metallographic techniques and were subsequently etched electrolytically in a solution of (13 mL H3PO4 + 42 mL HNO3 + 43 mL H2SO4) at 6 V. The microstructure was characterized by optical microscope (OM) and scanning electron microscope (SEM). Electron microprobe (EPMA) and energy-dispersive spectrometry (EDS) attached on SEM were used to quantitatively evaluate the elemental segregation and the chemical composition of the phases formed in the as-cast microstructure. Transmission electron microscope (TEM) equipped with an energy-dispersive spectrometry (EDS) was utilized to identify the phases precipitated in the as-cast microstructure.
The solidification process of U720Li was characterized by differential thermal analysis (DTA), using cylindrical samples with the size of Φ 3 mm × 2 mm, performed in a pure Ar atmosphere in the temperature range from 900 to 1400 ° C, heated/cooled at 10 ° C/min. The metallographic method was also used to determine the incipient melting temperature (IMT) of the minor phases and the as-cast microstructure of the alloy, by which the samples were soaked at the given temperature for 10 min and then quenched in water.
Figure 1 presents the dendritic structures of the as-cast U720Li alloy under optical microscope and SEM. The dendrite core appeared with a dark color, and the interdendritic region appeared with a bright color (Fig. 1a); the rosette-shaped eutectic (γ + γ ′ ) was observed in the interdendritic region (Fig. 1b) under optical microscope observation. The γ ′ particles were precipitated heavily both in the dendrite cores and in the interdendritic regions, and the fine γ ′ particles with a nanometer size were precipitated densely in the matrix around coarse γ ′ particles with a micron meter size (Fig. 1c). In addition, some MC-carbides were occasionally observed in the dendrite cores and interdendritic regions (Fig. 1d), which is similar to the routinely observed microstructure of the as-cast U720Li alloy.
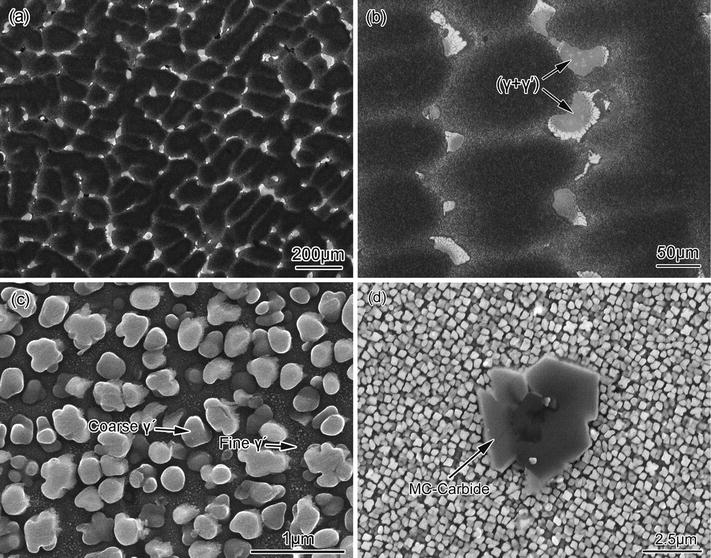 | Fig. 1 As-cast microstructures of U720Li alloy: a dendritic structure; b eutectic (γ + γ ′ ) precipitation; cγ ′ precipitation; dMC-carbide |
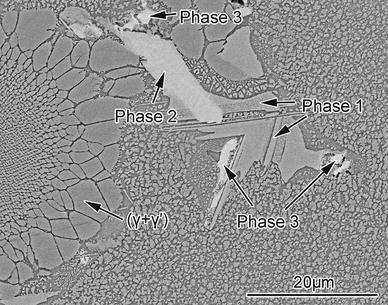
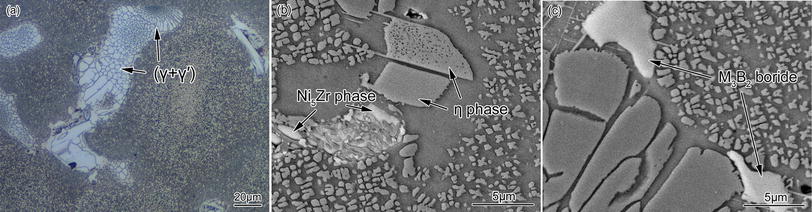
When observed at a higher resolution by SEM, three kinds of the phases with the size of 5 to 10 μ m were observed in front of some eutectic (γ + γ ′ ) as shown in Fig. 2. The lath-like phase with a gray color is marked as Phase 1, the larger particle with irregular shape and a bright color is marked as Phase 2, and the smaller bright particles are marked as Phase 3. Interestingly, these three phases are always close to each other and Phase 2 is always attached to Phase 1.
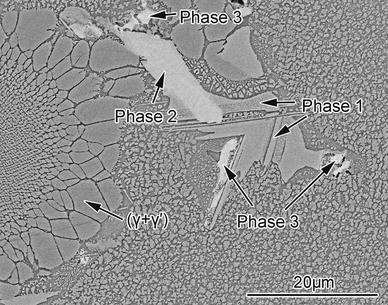 | Fig. 2 Precipitation of the minor phases in the interdendritic regions of the as-cast U720Li alloy |
The composition of the phases in the interdendritic region was measured by using EPMA, and the results are listed in Table 2. The gray lath-shaped phase which is marked as Phase 1 in Fig. 2 is highly enriched in Ni and Ti with the Ni/Ti (at.%) ratio to be about 3.4, and it may be the η -Ni3Ti phase. The bright irregular-shaped phase marked as Phase 2 in Fig. 2 is highly enriched in Mo, Cr and B, and it is obviously a kind of boride. The enrichment of Mo and Cr in borides has been reported before [15, 17, 18]. The bright particles marked as Phase 3 in Fig. 2 are highly enriched in Ni and Zr and are called Zr-rich phase herein. In addition, Zr is also dissolved in large γ ′ particles slightly and the lath-shaped Phase 1 obviously. The large γ ′ particles in the eutectic area are enriched in Ni, Al and Ti.
| Table 2 Composition of the phases precipitated in the interdendritic region (EPMA results, at.%) |
Figure 3a shows the TEM dark-field image and the corresponding selected area diffraction pattern (SADP) of a lath-like phase; it is enriched in Ni and Ti as measured by the TEM-EDS, and the phase is determined accordingly to be the hexagonal η -Ni3Ti phase with lattice parameter of a = 0.502 nm and c = 0.838 nm. It is obvious that the Phase 1 as marked in Fig. 2 is just the η -Ni3Ti phase. Figure 3b shows the TEM dark-field image and the corresponding SADP of an irregular particle, and it is characterized as the tetragonal M3B2-type boride with lattice parameters of a = 0.552 nm and c = 0.300 nm. The phase is enriched in Mo and Cr as measured by the TEM-EDS, and the Phase 2 as marked in Fig. 2 can be determined to be the M3B2-type boride subsequently. Similarly, according to the TEM bright-field image and the corresponding SADP of a Zr-rich particle as shown in Fig. 3c, the Phase 3 as marked in Fig. 2 is characterized as the face-centered cubic Ni5Zr phase.
 | Fig. 3 TEM images and the corresponding selected area diffraction patterns of the precipitates in the as-cast U720Li alloy: aη phase at [100] zone axis; bM3B2 boride at [ ] zone axis; c Ni5Zr phase at [011] zone axis ] zone axis; c Ni5Zr phase at [011] zone axis |
The precipitation of η -Ni3Ti phase has been observed by Chang et al. [13], while the precipitation of M3B2 boride and Ni5Zr phase is firstly observed herein.
The element distribution of the interdendritic region in U720Li alloy is shown in Fig. 4. The eutectic (γ + γ ′ ) are enriched in Ti, but depleted in Co, Cr and Mo, and the concentration of Ti in the coarse γ ′ particles at the edge of the eutectic is apparently higher than that in the fine γ ′ particles located at the core of the eutectic, which indicates that segregation even exists in different areas of the eutectic. Al tends to distribute uniformly between the eutectic (γ + γ ′ ) and γ matrix. The M3B2 borides are enriched in B, Mo, Cr and W, but extremely depleted in Al, Ti and Co. The η phases are only enriched in Ti, but depleted in Co, Cr and Mo. The black particles are only enriched in Zr and are confirmed to be Ni5Zr phase. However, there exists a line just in front of the eutectic (γ + γ ′ ) which is depleted in Al and Ti, but enriched in Co and Cr.
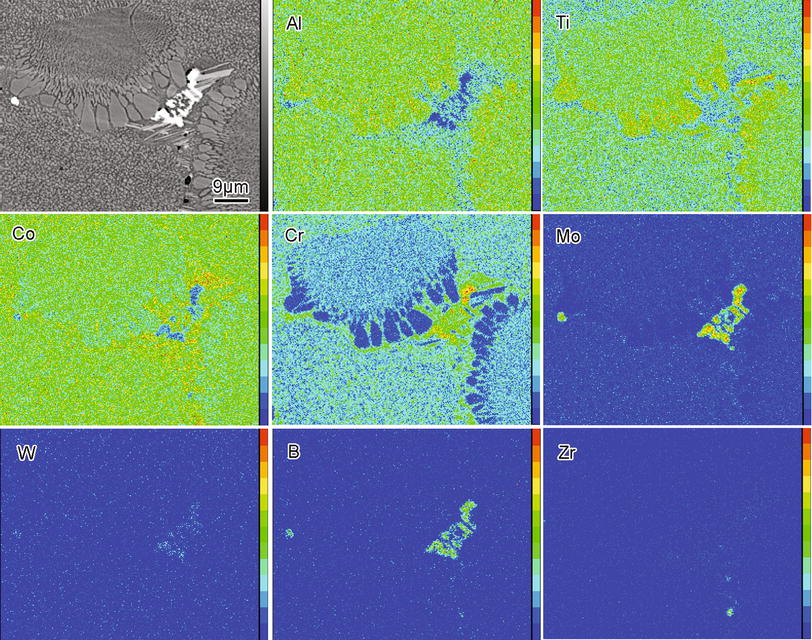 | Fig. 4 Elemental distribution in the interdendritic region of the as-cast U720Li alloy |
In order to evaluate the segregation degree, the composition of the dendrite core and γ matrix at the interdendritic regions was determined by EPMA, and the partition coefficients, k, (defined as the ratio of dendrite core to interdendritic region composition) are given in Table 3. However, the composition of the γ matrix at the interdendritic regions is inevitably influenced by the eutectic (γ + γ ′ ) reaction, and the influence of (γ + γ ′ ) reaction must be considered when analyzing the segregation tendency of an element. For Co, Cr and W, k > 1, and the k value of W is the highest. As shown in Fig. 4, Co and Cr are depleted in eutectic (γ + γ ′ ) and W is also not enriched in eutectic (γ + γ ′ ), so Co, Cr and W tend to be segregated in the dendrite core. For Ti, k < 1, and its k value is the lowest, so Ti exhibits a strong positive segregation in the interdendritic region, considering Ti is highly enriched in the eutectic (γ + γ ′ ). For Al and Mo, k ≈ 1. As shown in Fig. 4, Al tends to be distributed uniformly between the eutectic (γ + γ ′ ) and γ matrix. However, Mo is depleted in eutectic (γ + γ ′ ), so the Mo compositions between γ solid and residual liquids are not different noticeably before the eutectic reaction. However, the segregation of Mo and Cr is increased quickly during the eutectic (γ + γ ′ ) reaction due to the depletion of these elements in the eutectic (γ + γ ′ ), which has also been presented in Ref. [19]. In addition, B is rejected into the residual liquids during the whole solidification process because it is a typical positive segregation element. Therefore, the M3B2 boride which is enriched with Mo, Cr and B is formed in front of the eutectic (γ + γ ′ ) at the final stage of the solidification. The η -Ni3Ti phase is mainly constituted by Ni and Ti and depleted in Mo and Cr, and the M3B2 boride is enriched with Mo, Cr and B and depleted in Ni and Ti, so the compositions of the two phases are complemental and they are accompanying with each other as shown in Fig. 2. Zr is also a typical positive element and is rejected into the residual liquids during the γ matrix solidification, and the segregation of Zr is further increased during the eutectic (γ + γ ′ ) reaction although Zr is slightly dissolved into the large γ ′ particles of the eutectic (γ + γ ′ ), and Ni5Zr is precipitated out at the final stage of the solidification.
| Table 3 The distribution and the partition coefficients of the elements in the as-cast U720Li alloy (EPMA results, wt%) |
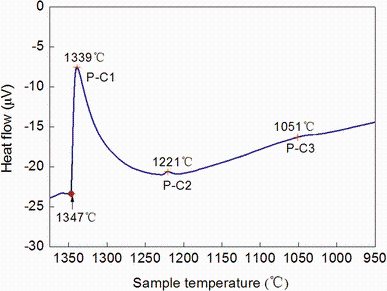
Figure 5 shows the DTA cooling curve of alloy U720Li. There are three obvious exothermic peaks on the cooling curve marked as P-C1, P-C2 and P-C3, respectively. The peak P-C1 at 1347 ° C is related to the γ dendrite formation, and the peak P-C2 located between 1230 and 1209 ° C is corresponded to the eutectic (γ + γ ′ ) formation; the two phases are the main constituents of the alloy and hence their exothermic peaks are easy to be detected, which is consistent with the previous report [13]. It was reported that the γ ′ solvus for alloy U720Li is about 1150 ° C [8, 9, 20, 21]. So it can be inferred that the large peak P-C3 between 1150 and 1020 ° C was related to the precipitation of primary γ ′ phase with the maximum precipitation temperature around 1051 ° C. That is to say the precipitation of minor phases such as M3B2, Ni5Zr and η -Ni3Ti cannot be detected by the DTA measurement.
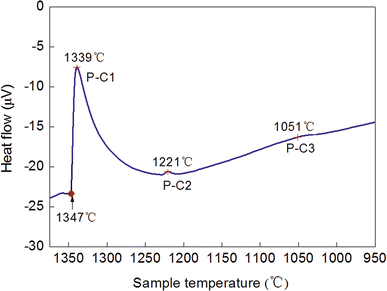 | Fig. 5 Cooling DTA curve of U720Li alloy; the cooling rate is 10 ° C/min |
In order to determine the incipient melting temperatures (IMTs) of η phase, M3B2-type boride and Ni5Zr phase, the as-cast samples were soaked at 1120 to 1200 ° C with 10 ° C interval for 10 min and quenched in water, and then, the quenching microstructures were observed.
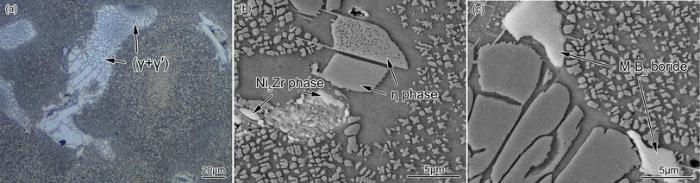
No melted pool was observed when the alloy was soaked at 1130 ° C and quenched in water as shown in Fig. 6a. At a higher magnification, it can be seen that the morphologies of the N5Zr phase, η phase (Fig. 6b) and M3B2 boride (Fig. 6c) have no significant difference with those of the as-cast state. However, incipient melting took place in front of the eutectic (γ + γ ′ ) when soaked and quenched at 1140 ° C as shown in Fig. 7a, and the morphology of a similar incipiently melted region is shown in Fig. 7b. Densely distributed particles were presented in the melted pools which is the typical morphology formed by the fast solidification of quenching. The SEM-EDS analysis indicates that the particles are enriched with Zr (Fig. 7c). Therefore, the IMT of Ni5Zr phase is located between 1130 and 1140 ° C.
 | Fig. 6 Microstructures of the as-cast U720Li alloy soaked at 1130 ° C for 10 min and then quenched in water: a the metallographic graph; b Ni5Zr phase and η phase not melted; cM3B2 boride not melted |
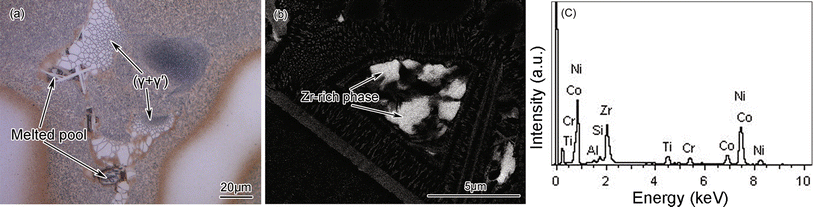 | Fig. 7 Microstructures of the as-cast U720Li alloy soaked at 1140 ° C for 10 min and then quenched in water: a melted pools in front of the eutectic (γ + γ ′ ); b morphology of a Zr-rich phase in a melted pool; c EDS spectrum of the Zr-rich phase |
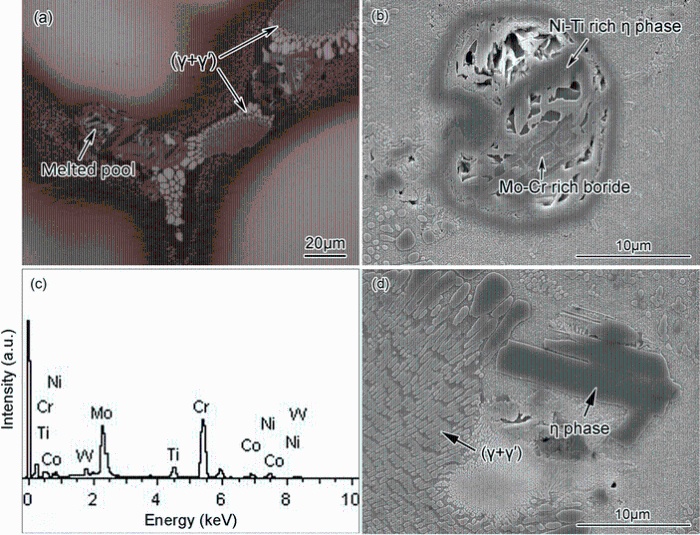
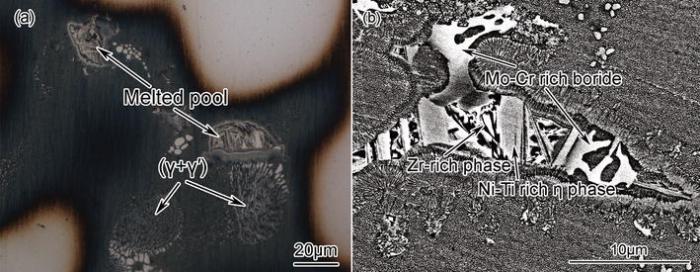
Under 1180 ° C soaking and quenching, the size and quantity of the melting pool were not changed obviously and only Zr is enriched in the pool. But when the samples were soaked at 1190 ° C and quenched, larger melted pools were formed in the interdendritic region as shown in Fig. 8a and the microstructure of the melted pool is shown in Fig. 8b. The SEM-EDS analysis verified the existences of Ni-Ti-rich η phase and Mo-Cr-rich boride in the melted pools (Fig. 8c). Because the lath-like η phase in front of the eutectic (γ + γ ′ ) was not melted as shown in Fig. 8d, it is obvious that the melted pools were caused by the melting of M3B2 phase and the IMT of the phase is situated between 1180 and 1190 ° C.
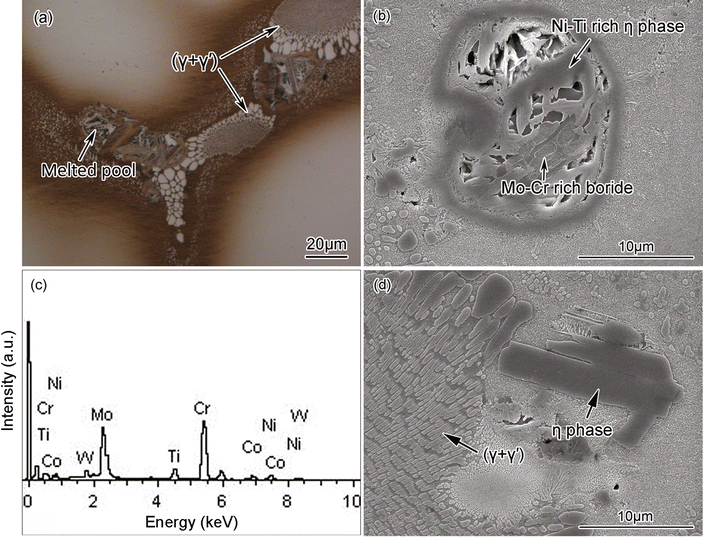 | Fig. 8 Microstructures of as-cast U720Li alloy soaked at 1190 ° C for 10 min and then quenched in water: a melted pools in front of the eutectic (γ + γ ′ ); b morphology of a melted pool; c EDS spectrum of the Mo-Cr-rich boride; d SEM secondary electron image of a η phase not melted |
After soaked and quenched at 1200 ° C, the melted pools were further enlarged as shown in Fig. 9a and the microstructure of the melted pool is shown in Fig. 9b. The SEM-EDS analysis indicated the existences of Ni-Ti-rich η phase, Mo-Cr-rich boride and Zr-rich phase in the melted pools. However, the lath-like η phase appeared in the as-cast microstructure was hardly found in the heated and water-quenched microstructure, indicating that the η phase was melted at 1200 ° C and the IMT of η phase is located between 1190 and 1200 ° C.
 | Fig. 9 Microstructures of as-cast U720Li alloy soaked at 1200 ° C for 10 min and then quenched in water: a melted pools in front of the eutectic (γ + γ ′ ); b morphology of a melted pool |
Combining the results of Ref. [13], the solidification sequence for U720Li alloy is determined to be: (Liquid) L → L + γ , L → L + γ + MC-Carbide, L → L + Eutectic (γ + γ ′ ), L → L+η -Ni3Ti, L → L + M3B2 borides, L → Ni5Zr.
The (γ + γ ′ ) eutectic are mainly constituted by Al and Ti, but the segregation of Al in the interdendritic region is not obvious as shown in Fig. 4, so the formation of (γ + γ ′ ) eutectic mainly depended on the segregation of Ti. As the solidification proceeded, Ti was continually accumulated in the residual liquid which resulted in the L → (γ + γ ′ ) eutectic reaction finally. Excessive consumption of Al during (γ + γ ′ ) eutectic reaction may lead to compositional destabilization of the γ ′ phase; thus, the (γ + γ ′ ) eutectic reaction would be completed. Al and Ti are key elements to determine the η -Ni3Ti formation. Al prevents the η formation and Ti favors the η formation. As a result, the Ti/Al ratio determines the η formation [22, 23]. This is also true for the precipitation in the final liquids. In this study, the segregation of Ti was much more serious than Al, and after (γ + γ ′ ) reaction, high Ti still remain in the residual liquid and the Ti/Al ratio is very high. So the η phase was precipitated out in front of eutectic (γ + γ ′ ) and Al was also dissolved in the phase as shown in Table 2. The similar results have been reported [24]. The η -Ni3Ti formation rejected B, Mo, Cr and W into the residual liquid, which resulted in the formation of the borides in the residual liquid ahead of the eutectic (γ + γ ′ ). The formation of eutectic (γ + γ ′ ), η phase and borides consumed much Al, Ti, Mo, Cr, W and B and hence increased the concentration of Zr in the residual liquid and eventually led to the Ni5Zr phase formation in the final residual liquid. Thus, the η phase, M3B2-type boride and Ni5Zr phase are always observed to be close to each other in front of the eutectic (γ + γ ′ ) as shown in Fig. 2.
B and Zr are two important strengthening elements for alloy U720Li, and its distribution and existing form naturally have a significant effect on the thermal processing and final properties of the alloy. This study reveals that the B and Zr existed as compounds which are formed at the final stage of the solidification as a result of segregation, and hence lowers the melting point of the alloy. As a wrought alloy, U720Li alloy needs to be homogenized by soaking at a high temperature to dissolve the harmful phases such as eutectic (γ + γ ′ ) and make the elements to be distributed homogeneously by diffusion, and the effect of M3B2 and Ni5Zr needs to be considered when the homogenization treatment is performed to avoid local melting and to make B and Zr exist at a proper form playing their strengthening role.
1. The M3B2 boride and Ni5Zr phase are precipitated at the final stage of the U720Li solidification, which are located in front of the eutectic (γ + γ ′ ) together with η -Ni3Ti phase.
2. The minor phases of M3B2 and Ni5Zr are precipitated as a result of composition evolution during solidification. The solidification of eutectic (γ + γ ′ ) and η -Ni3Ti phase leads to the depletion of Al and Ti and enrichment of B, Mo and Cr in the residual liquids and hence results in the M3B2 precipitation. Then, the final liquid is mainly constituted by Ni and Zr, and Ni5Zr is formed at the end of solidification.
3. The melting points are between 1130 and 1140 ° C for Ni5Zr phase, 1180 and 1190 ° C for M3B2 boride, 1190 and 1200 ° C for η -Ni3Ti phase.
The authors have declared that no competing interests exist.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|